
about us
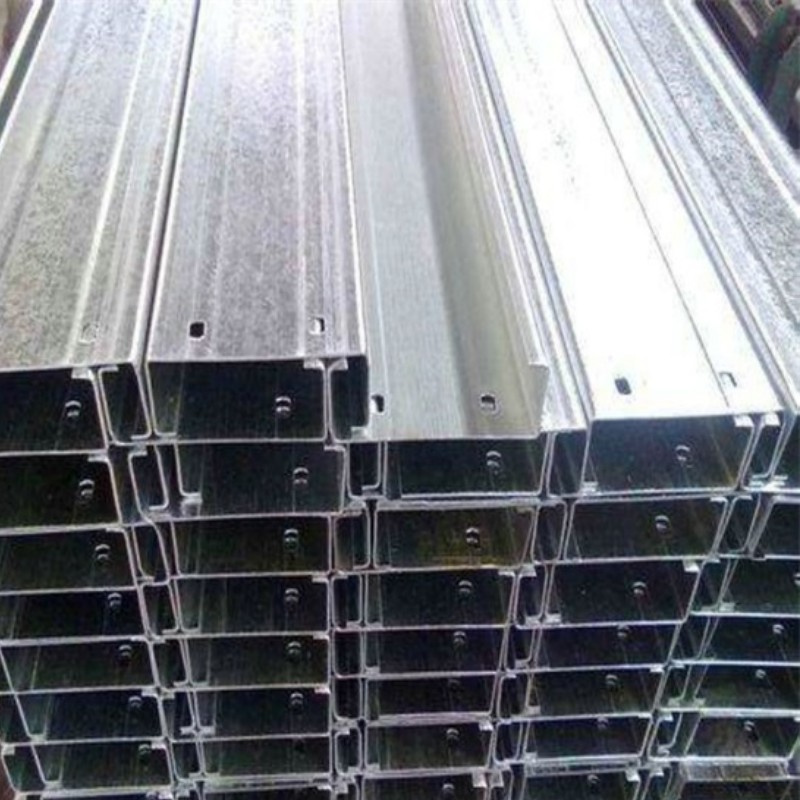
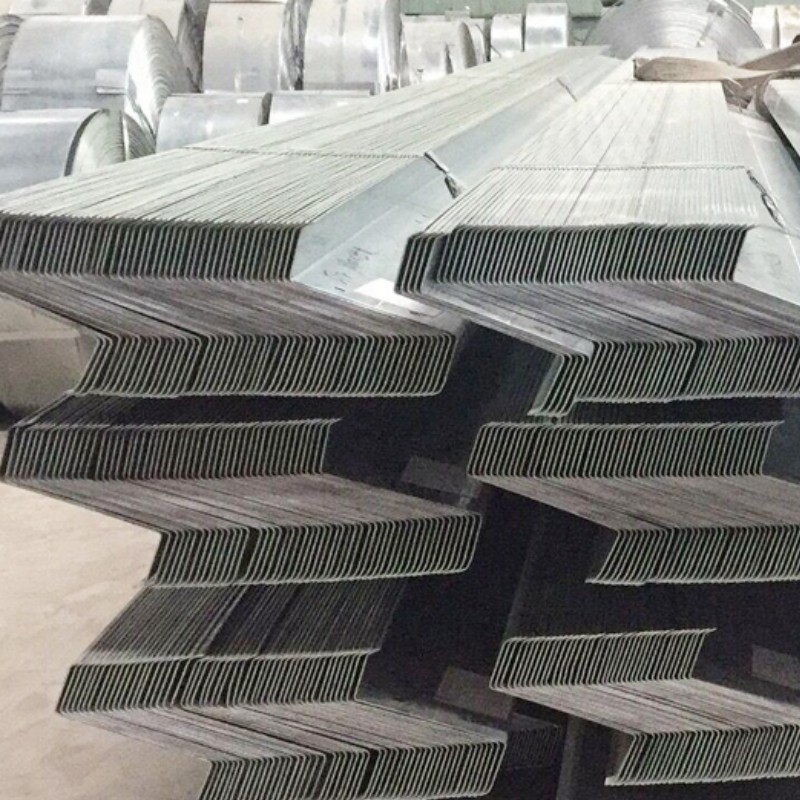
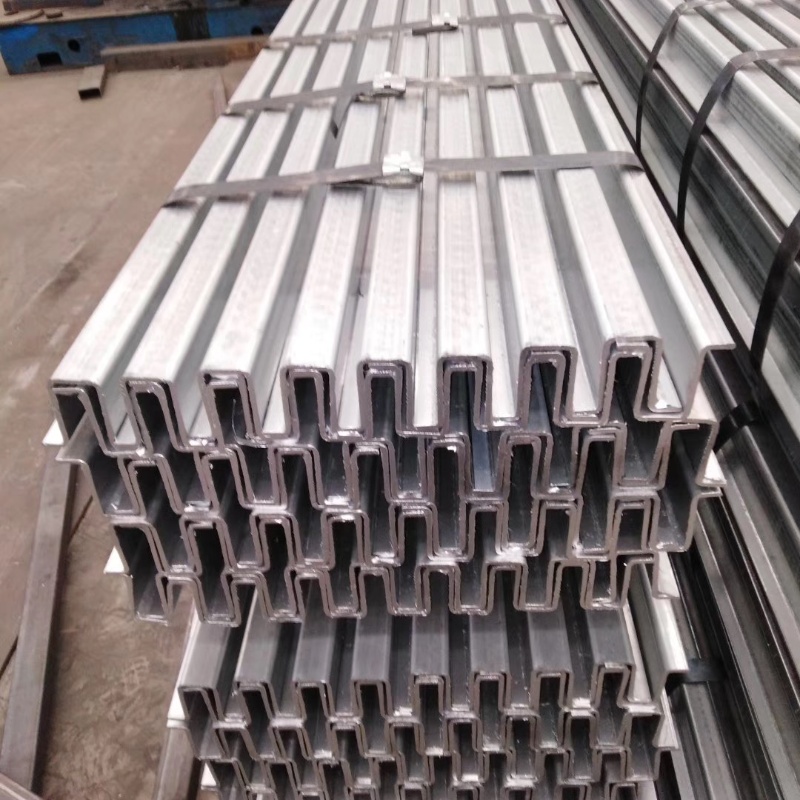
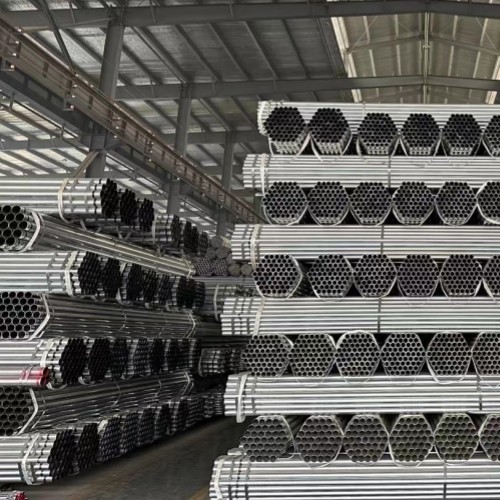
Tianjin Yuantai Derun Pipe Manufacturing Group Co., Ltd., established in March 2002, is the biggest manufacturer specializing in ERW square&rectangular tube/pipe, hollow section structure pipe, galvanized pipe and spiral welding pipe in China. Annual output reaches 5 million tons.Yuantai Derun has 59 production lines of black ERW pipe, 10 production lines of galvanized pipe and 3 production lines of spiral welding pipe. Square pipe from 20*20*1mm to 500*500*40mm, rectangular pipe from 20*30*1.2mm to 400*600*40mm, welded pipe from 2”—60” can be manufactured. Yuantai Derun can manufacture square rectangular pipes as per the standards of ASTM A500, JIS G3466, EN10219, DIN2240, BS1387, AS1163.
Learn More >>














news










EXCEED EXCELLENT INNOVATION
Integrity
Rely on faith and trust to be achievement, make friends and be on the way all the time.
Innovation
Be low key but ambitious, look forward to the Era of Smart Production with intelligence, information and precision
Development
Create a century brand by the way of forging ahead and pursuing excellence
Dedication
Realize our vision and task, be valuable and feedback.

TIANJIN YUANTAI DERUN PIPE MANUFACTURING GROUP CO., LTD
Contact
- Email: yuantai@yuantai-steel.com
- Moble/Whatsapp: +8618222029592
- Address: No. 1 Science and Technology Road, Daqiuzhuang Industrial Zone Jinghai Tianjin China

